
Zautomatyzowany magazyn suwnicowy z techniką magnesową
Becker Stahl-Service
Rozwiązanie procesowe dla obróbki stali
Rano zamówione, po południu wykonane, wieczorem załadowane i następnego dnia dostarczone – w jednym z największych w Europie centrów serwisowych w branży płaskowników stalowych dostawy wąskich taśm stalowych i przycinanych blach stalowych w ciągu 24 godzin są na porządku dziennym. W tym celu firma Becker-Stahl-Service GmbH zainwestowała w innowacyjną technologię produkcyjną i magazynową. Głównym elementem nowych linii produkcyjnych jest zautomatyzowany magazyn suwnicowy zwojów stali. Dwie suwnice procesowe Demag są odpowiedzialne za optymalne składowanie materiałów i terminowe zaopatrywanie linii produkcyjnych. Cały sprzęt i komputer do zarządzania magazynem (LVR) dostarcza firma Demag Cranes.
- Dwie zautomatyzowane suwnice procesowe z techniką magnesową
- Wzrost efektywności wykorzystania powierzchni magazynowej o 30%
- System zarządzania magazynem z konfgurowalnymi strategiami magazynowania
- Bezpieczne sterowanie suwnicami
Becker Stahl-Service
Od sprzedawcy do centrum serwisowego stali
Co miesiąc ponad 6 000 załadunków i rozładunków, wysyłka towarów samochodami ciężarowymi i koleją w systemie 4-zmianowym przez sześć dni w tygodniu: Becker Stahl-Service w Bönen spełnia na czas wszelkie życzenia klientów.
Założone jako zakład handlujący stalą przedsiębiorstwo w Unna-Bönen rozwinęło się w centrum serwisowe stali zatrudniające 400 pracowników, które zajmuje się sprzedażą, składowaniem, przeładunkiem i wstępną obróbką stali.
Program dostawy obejmuje, oprócz szerokich i wąskich taśm stalowych, arkuszy i elementów przycinanych, również płyty trapezowe w różnych wersjach wykonania i z różnymi powłokami. Udział ponad 60% w dostawach dla przemysłu samochodowego i poddostawców producentów samochodów wymaga dotrzymania wysokich norm jakościowych i produkcyjnych tej branży.
Roczny zbyt wynoszący ok. 1 mln ton w połączeniu z zapasami ok. 200 000 ton i krótkoterminową produkcją gwarantuje przedsiębiorstwu należącemu od 2010 r. do koncernu Klöckner czołową pozycję w europejskim handlu stalą.
Projekt - Zakład Północny
Wzrost pojemności magazynowej dzięki technice magnesowej
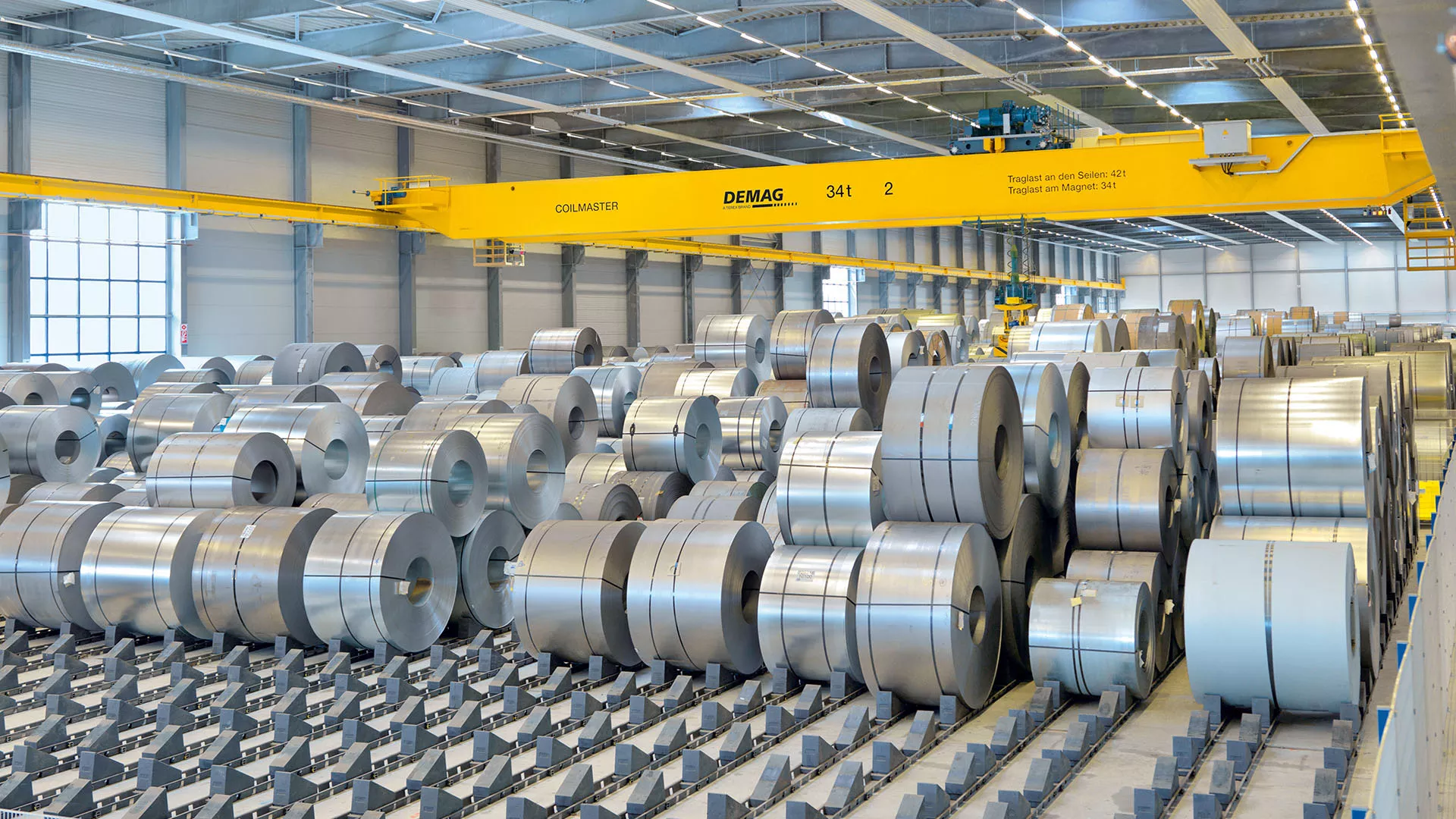
W magazynie firmy Becker Stahl urządzenia suwnicowe są istotną częścią składową wewnątrzzakładowej logistyki, produkcji, składowania i wysyłki towarów. Mają one duży wpływ zarówno na efektywność, jak i elastyczność wszystkich procesów. Maksymalna dyspozycyjność suwnic ma najwyższy priorytet. Dwie suwnice procesowe Demag typu Coilmaster odpowiadają w firmie Becker za częściowo bądź w pełni zautomatyzowany system manewrowania zwojami stali. Niezawodna eksploatacja jest dodatkowo zabezpieczona dzięki zastosowaniu redundantnej techniki suwnicowej. Suwnica 1 przejmuje w sposób w pełni zautomatyzowany zaopatrywanie magazynu zwojów stali. Suwnica 2 pracuje w trybie półautomatycznym i odpowiada za załadunek i rozładunek pojazdów dostawczych oraz obsługę strefy magazynowej (strefa kwarantanny). Suwnica ta może też pracować w trybie automatycznym.
Nowością jest tu element zaczepowy: Po raz pierwszy w zautomatyzowanym magazynie stosuje się suwnice procesowe Demag z magnesami do mocowania zwojów:
- Optymalne wykorzystanie powierzchni: dzięki przyjmowaniu ładunku od góry zwoje stali są składowane w odstępie bocznym wynoszącym zaledwie 300 mm. Pozwala to zwiększyć efektywność wykorzystania przestrzeni magazynowej o około 30%.
- Transport chroniący materiał: Technika magnesowa zapewnia sprawną obsługę ciężkich i jednocześnie wrażliwych zwojów stali. Konfigurowalne strategie magazynowania umożliwiają optymalne składowanie zwojów różnego typu - również w trzech stosach.
- Wysoki stopień bezpieczeństwa: Oprócz laserowego sterowania położeniem suwnicy i wózka , odstęp między suwnicami jest regulowany przez bariery świetlne z dwustopniowym wyłącznikiem. Odstęp między suwnicami jest monitorowany przez sterowanie ochronne zaprojektowane wg kategorii 3.
- Najwyższa efektywność: Magazyn pracuje nieprzerwanie w trybie 24/7 z najwyższą produktywnością. Własny system zarządzania magazynem Demag, zintegrowany ze strukturą systemu firmy Becker Stahl, pozwala uzyskać wymaganą wydajność przeładunkową.
- Oszczędność zasobów: Oprócz optymalnego wykorzystania powierzchni, technika suwnicowa przekonuje też pod względem zużycia energii. Energia odzyskiwana podczas opuszczania ładunków jest ponownie doprowadzana do wewnętrznej sieci prądu, obniżając w ten sposób zużycie energii i koszty eksploatacyjne instalacji.
Procedury procesowe
Stacja wstępna magazynu zwojów
Dostawa i wysyłka materiału w zakładzie północnym firmy Becker odbywa się za pomocą samochodów ciężarowych. Sterowany ręcznie towar jest podnoszony z samochodu ciężarowego za pomocą suwnicy Coilmaster i odkładany do strefy kwarantanny. Tam towar jest przyjmowany na stan magazynu, tzn. otrzymuje paszport zwoju i etykietę. Dane zwoju są przekazywane systemowi zarządzania magazynem i systemowi gospodarowania towarami (Baan), gdzie dane są porównywane z zapisanymi parametrami specyfikacyjnymi.
Z każdego zwoju wycinany jest wzorzec służący kontroli jakości. Transfer danych z firmy Becker obejmuje dostawców stali, dzięki czemu właściwości fizyczne i chemiczne zwojów są ogólnie dostępne.
Bezpieczne przejmowanie zwojów
Po kontroli jakości zwój jest transportowany sterowaną ręcznie suwnicą do punktu przekazywania w automatycznej strefie wstępnej. Podczas mocowania magnesami wiązka laserowa sprawdza, czy zwój jest przymocowany osiowo. W razie potrzeby wyzwalany jest ruch korygujący w kierunku jazdy wózka. Zapewnia to dokładne mocowanie i pozycjonowanie w magazynie przez suwnicę automatyczną. Magnes posiada podwójne zabezpieczenie: W pierwszym stopniu następuje magnetyzowanie w trybie zwykłego bezpieczeństwa i podnoszenie ruchem pełzającym. Jeżeli magnes stabilnie przylega do ładunku, następuje automatyczne przełączenie na pełne obciążenie i podnoszenie jest wykonywane z maksymalną prędkością.
Przekazywanie suwnicy automatycznej
W punkcie przekazywania operator przełącza suwnicę na tryb automatyczny. Komputer do zarządzania magazynem (LVR) przydziela miejsce w automatycznej strefie wstępnej w obrębie odgrodzonej powierzchni magazynowej. Po przekazaniu zwoju suwnica powraca do strefy kwarantanny i jest gotowa do ręcznego rozładunku.
Komputer LVS wysyła komendę składowania do suwnicy automatycznej 1 z podanymi współrzędnymi źródłowymi i docelowymi. Suwnica ustawia swój wciągnik za pomocą czujników laserowych dokładnie nad zwojem i przechwytuje go, podczas gdy waga suwnicy waży zwój. Wciągnik ciągnie magnes i ładunek na najwyższą pozycję podnoszenia do mechanicznej prowadnicy ładunku, aby uniknąć kołysania ładunku. Następnie suwnica automatyczna przesuwa się z maksymalną prędkością do zdefiniowanej pozycji magazynowej i odstawia zwój w magazynie.
Struktura magazynu
Magazyn wybudowano na bazie zasad geometrycznych. Najszersze zwoje są składowane na zewnętrznych liniach, aby wykorzystać cień suwnicy. Komputer do zarządzania magazynem posiada wszystkie informacje dotyczące wymiarów, powierzchni i jakości materiałów. Dzięki temu system jest w stanie odpowiednio składować szpule.
Zwoje spoczywają na tzw. blokach zwojowych o różnych szerokościach i średnicach. Dostosowane do materiału strategie magazynowania, które uwzględniają wielostopniowe restrykcje, np. dotyczące układania w stosy, gwarantują maksymalne wykorzystanie powierzchni przy bezpiecznym operowaniu materiałem.
Procesy ekspedycji materiału
Materiał jest wydawany z magazynu na żądanie produkcji lub zamówienie klienta wg listy przygotowania zwojów. Przekazanie linii produkcyjnej odbywa się za pomocą krzyżowych talerzy obrotowych, które są łącznikiem między magazynem a maszynami. Suwnica procesowa odstawia zwoje i zgłasza ich przekazanie stacjom obróbki poprzez wymianę informacji („handshake“). Talerze obrotowe przekazują też używane zwoje do ponownego składowania w zautomatyzowanej strefie wyposażonej w moduł danych. W tym celu suwnica określa za pomocą zintegrowanej wagi aktualny ciężar zwoju.
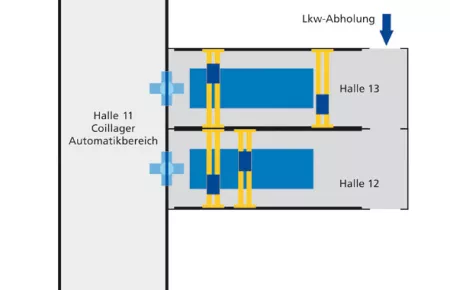
Produkcja i magazyn prefabrykatów
W sąsiadujących bezpośrednio z magazynem halach 12 i 13 firma Becker Stahl zainstalowała stacje obróbki detali poprzecznych i podłużnych. W tych halach produkcyjnych cztery sterowane radiowo suwnice pomostowe dwudźwigarowe Demag ZKKE odpowiadają za manewrowanie produktami.
Hala 13 jest wyposażona w suwnicę 35-tonową i 28-tonową. Obie suwnice z hakiem ceowym służą do manewrowania wąskimi taśmami stalowymi. W położonej równolegle hali 12, w której przetwarzane są blachy o grubości do 4 mm, dwie 20-tonowe suwnice z wciągnikiem linowym DR-Pro i chwytakiem pakunków wykonują przeładunek towarów składowanych na paletach.
Dane techniczne
| Typ suwnicy*) | Udźwig [t] |
Rozstaw suwnicy [mm] |
Element chwytny | Sterowanie | |
| Zautomatyzowany magazyn zwojów w hali 11 | |||||
| ZKKW | 34 | 39,000 | Magnes do mocowania zwojów | Automatyczne | |
| ZKKW | 34 | 39,000 | Magnes do mocowania zwojów | Sterowanie radiowe / automatyczne | |
|
Hala 12 (stacje obróbki detali podłużnych) |
|||||
| ZKKE | 20 | 31,810 | Chwytak pakunków | Sterowanie radiowe | |
| ZKKE | 20 | 31,810 | Chwytak pakunków | Sterowanie radiowe | |
| Hala 13 (stacje obróbki detali poprzecznych) | |||||
| ZKKE | 35 | 31,810 | Hak ceowy | Sterowanie radiowe | |
| ZKKE | 28 | 31,810 | Hak ceowy | Sterowanie radiowe | |
*) ZKKW: Suwnica procesowa z wciągnikiem
ZKKE: Standardowa suwnica pomostowa dwudźwigarowa
Galeria zdjęć
Galeria zdjęć
Galeria zdjęć












