Commandés le matin, prêts l’après-midi, expédiés durant la nuit et arrivés à bon port le lendemain, les produits refendus et coupés sont livrés sous 24 heures par l’un des plus grands centres de services pour aciers plats en Europe. Pour ce faire, la société Becker-Stahl-Service GmbH a investi dans des techniques de production et de stockage innovantes. Le magasin de stockage des coils d’acier équipé de ponts automatiques constitue ici un élément central des nouvelles installations de production. Deux ponts process Demag veillent au stockage des matériaux et assurent leur mise à disposition en temps et en heure pour les chaînes de production. Demag est l’unique fournisseur du matériel et des ordinateurs de gestion des stocks.
- Deux ponts process automatiques équipés d’aimants
- Augmentation de 30% de l’utilisation effective du magasin
- Système de gestion des stocks avec stratégies de stockage configurables
- Commandes sécurisées des ponts
Becker Stahl-Service
Du négociant au centre de services acier
Plus de 6000 chargements et déchargements par mois, une expédition par transport routier et ferroviaire dans le cadre d’un système à quatre équipes six jours par semaine : la société Becker Stahl-Service située à Bönen, en Allemagne, répond en temps et en heure aux désirs de ses clients.
Négoce d’acier à ses origines, l’entreprise originaire de la ville d’Unna-Bönen est devenue un centre de services acier de plus de 400 collaborateurs, spécialisé dans la vente, le stockage, la manutention et l’usinage de l’acier.
La gamme de produits comprend les bandes larges, les bobines refendues, les tôles et les découpes de formes les plus diverses et dans de nombreux revêtements. Fournisseur à plus de 60% de l’industrie automobile et de ses sous-traitants, Becker Stahl-Service doit satisfaire les normes de qualité et de production élevées exigées par ce secteur.
Le volume de ventes annuel d’environ 1 million de tonnes qui en résulte et des stocks de près de 200 000 tonnes ainsi qu’une production à flux tendus confèrent depuis 2010 à l’entreprise appartenant au groupe Klöckner sa position actuelle de leader dans le négoce de l’acier au niveau européen.
Projet « Atelier Nord »
Augmentation de la capacité de stockage grâce à la technique des aimants
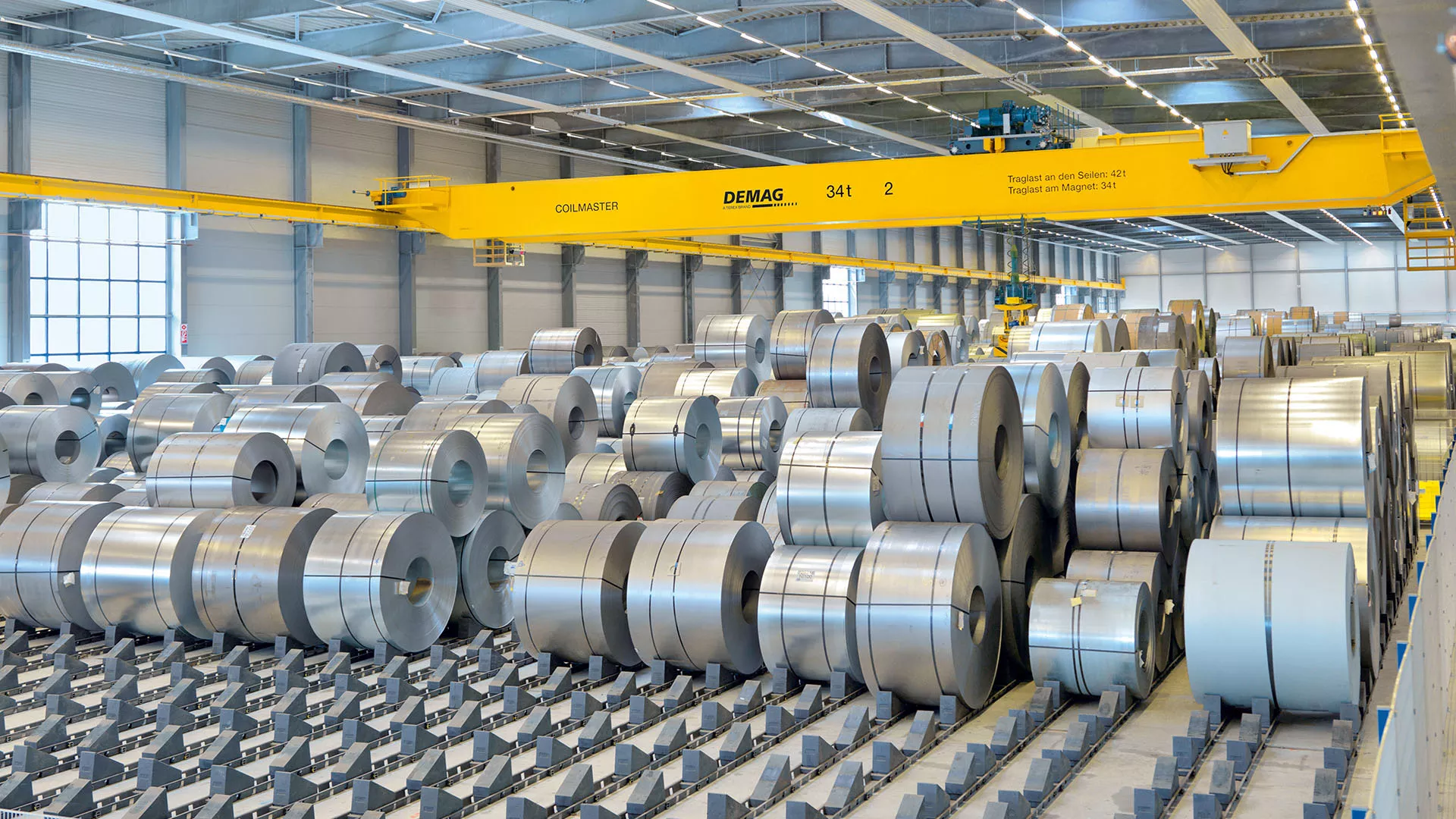
Dans le magasin de stockage de la société Becker Stahl, les ponts jouent un rôle essentiel dans la logistique interne, en assurant la jonction entre production, stockage et expédition. Ils contribuent de manière significative à l’efficacité et à la souplesse de l’ensemble des processus. Il est impératif que leur taux de disponibilité soit le plus élevé possible. Deux
ponts process Demag de type Coilmaster assurent chez Becker la manutention partiellement et entièrement automatisée des coils d’acier. La présence de ces deux ponts garantit un fonctionnement sûr et fiable de l’installation. Le premier pont gère le magasin de coils de manière entièrement automatique. Le deuxième pont semi-automatique assure le chargement et le déchargement des véhicules de livraison ainsi que les manipulations dans la zone préparatoire du stockage (zone de quarantaine). Ce pont peut également fonctionner en mode automatique.
L’élingue constitue ici une nouveauté car c’est la première fois que des ponts process Demag équipés d’aimants pour coils sont utilisés dans un magasin automatisé :
- Utilisation optimale de la surface disponible : la préhension exercée par le haut permet de stocker les coils d’acier avec un espacement latéral de seulement 300 mm. L’utilisation rationnelle de l’espace disponible est ainsi accrue de 30%.
- Transport du matériel sans risque de détérioration : les aimants veillent à une manutention en douceur des coils d’acier, à la fois lourds et fragiles. Des stratégies de stockage configurables permettent de stocker au mieux chaque coil dans le magasin, également lorsqu’ils sont empilés sur trois niveaux.
- Sécurité élevée : outre le positionnement du pont et du chariot à l’aide d’un laser, le maintien à distance des deux ponts est effectué au moyen de détecteurs photoélectriques fonctionnant avec une commutation à deux crans. Il est contrôlé par la commande de sécurité conçue selon la catégorie 3.
- Performance optimale : le magasin fonctionne 24 heures sur 24 avec la meilleure efficacité possible. Le système de gestion de magasin Demag implémenté dans la structure du système hôte de Becker-Stahl permet d’atteindre les cadences de manutention requises.
- Préservation des ressources : outre l’utilisation optimale des surfaces disponibles, les ponts offrent également des atouts en termes de consommation d’énergie : l’énergie récupérée lors des opérations de descente est renvoyée dans le réseau d’alimentation interne, ce qui réduit la consommation et les frais d’exploitation de l’installation.
Déroulement des processus
Etape préliminaire au magasin de coils
La livraison et l’expédition des matériaux s’effectuent par camion dans l’usine Nord de la société Becker. La commande manuelle du pont Coilmaster permet de récupérer la marchandise du camion et de la déposer dans la zone de quarantaine, où les coils sont pourvus d’une fiche d'identification et d’une étiquette. Les données relatives aux coils sont transmises aux systèmes de gestion du magasin et des stocks (Baan) pour y être comparées aux données de spécification enregistrées.
Un échantillon de chaque coil est prélevé à des fins d’assurance qualité. La traçabilité des données détenues par la société Becker permet de remonter jusqu’aux fournisseurs d’acier et de consulter ainsi toutes les données physiques et chimiques relatives aux coils.
Manutention des coils sans risque de détérioration
Une fois le contrôle qualité effectué, le coil est transporté, à l’aide du pont commandé manuellement, au point de transfert de la zone préparatoire automatique ; lors de l’accrochage du coil à l’aide de l’aimant, un rayon laser vérifie qu’il est bien fixé de manière centrée. Si nécessaire, la direction du chariot est corrigée. Le pont automatique garantit ainsi une préhension et un positionnement précis dans le magasin. L’aimant dispose d’une double sécurité : au cours de la première phase, la charge est magnétisée avec des dispositifs de sécurité simples et levée à vitesse lente. Une fois l’aimant en contact, on passe automatiquement en pleine charge et l’opération de levage s’effectue à la vitesse maximale.
Transmission au pont automatique
Au point de transfert, l’opérateur commute le pont en fonctionnement automatique. L’ordinateur de gestion du magasin attribue une place dans la zone préparatoire automatique à l’intérieur de la surface de stockage délimitée. Une fois le coil déposé, le pont revient dans la zone de quarantaine et peut y être utilisé pour le déchargement manuel.
L’ordinateur de gestion de magasin envoie un ordre de stockage au pont automatique n° 1 en indiquant les coordonnées source et cible. A l’aide de capteurs laser, le pont positionne exactement son mécanisme de levage au-dessus du coil et le soulève pendant que la balance du pont en calcule le poids exact. Le palan positionne l’aimant et la charge le plus haut possible à l’aide d’un guidage mécanique à partir de la charge, afin d’éviter tout balancement de cette dernière. Le pont automatique se déplace ensuite à grande vitesse jusqu’au lieu d’entreposage prédéfini et y dépose le coil.
Structure du magasin
Le magasin a été conçu sur des critères géométriques. Les coils les plus larges sont stockés dans les zones extérieures, afin d’utiliser au mieux la portée du pont. L’ordinateur de gestion du magasin connaît les dimensions, la surface et la qualité des matériaux. Le système peut donc effectuer le stockage en fonction de ces données.
Les coils reposent sur des « blocs » qui correspondent aux largeurs et diamètres concernés. Les stratégies de stockage adaptées au matériau, comprennent des restrictions à plusieurs niveaux, par ex. pour les surempilages, et garantissent ainsi une utilisation maximale de la surface disponible sans risque de détérioration du matériau.
Processus de déstockage
Le déstockage s’effectue à la demande de la production ou sur commande d’un client, selon une liste de mise à disposition des coils. Le transfert à la production s’effectue au moyen de plateaux tournants cruciformes qui servent d’interface entre le magasin et les machines. Le pont process dépose les coils et signale leur transfert aux centres d’usinage au moyen d’un « accusé de réception ». Via le plateau tournant, les coils partiellement utilisés sont aussi à nouveau stockés dans la zone automatisée avec un bloc de données. Le pont indique alors le poids actuel du coil au moyen d’un dispositif de pesage intégré.
Prodction et magasin de produits finis
Becker Stahl a prévu des installations de coupe transversales et longitudinales dans les halls 12 et 13 avoisinant le magasin. Dans ces halls de production, quatre
ponts roulants bipoutres ZKKE Demag à radiocommande manuelle assurent la manutention des produits.
L’atelier 13 est équipé d’un pont de 35 tonnes ainsi que d’un pont de 28 tonnes. Ces deux ponts fonctionnent avec des crochets en C pour la manutention des bobines refendues. Dans le hall parallèle 12, où des tôles de jusqu’à 4 millimètres d’épaisseur sont traitées, deux ponts de 20 tonnes équipés d’un
palan à câble DR-Pro et d’une pince pour paquets de tôles sont utilisés pour la manutention de la marchandise sur palette.
Données techniques
Ponts destinés au stockage et au pré-usinage des coils
| Type de pont*) |
Capacité de charge
[t] |
Entraxe
[mm] |
Accessoires de préhension |
Commande |
| Magasin de coils automatisé dans le hall 11 |
|
| ZKKW |
34 |
39,000 |
Aimant pour coil |
Automatique |
| ZKKW |
34 |
39,000 |
Aimant pour coil |
Radiocommande/automatique |
|
Atelier 12 (installations de coupe longitudinale)
|
|
| ZKKE |
20 |
31,810 |
Pince pour paquets de tôles |
Radiocommande |
| ZKKE |
20 |
31,810 |
Pince pour paquets de tôles |
Radiocommande |
| Atelier 13 (installations de coupe transversale) |
| ZKKE |
35 |
31,810 |
Crochet en C |
Radiocommande |
| ZKKE |
28 |
31,810 |
Crochet en C |
Radiocommande |
*) ZKKW : Pont process avec treuil ouvert
ZKKE : Pont roulant standard bipoutre